134
.Simple Designs for Hand-Made Mechanic's Tools
ONE of the first tools selected by the mechanic when collecting a personal outfit is the hammer, and the work which he intends to do decides one of the most important factors in hammer con-
��Popular Science Monthly
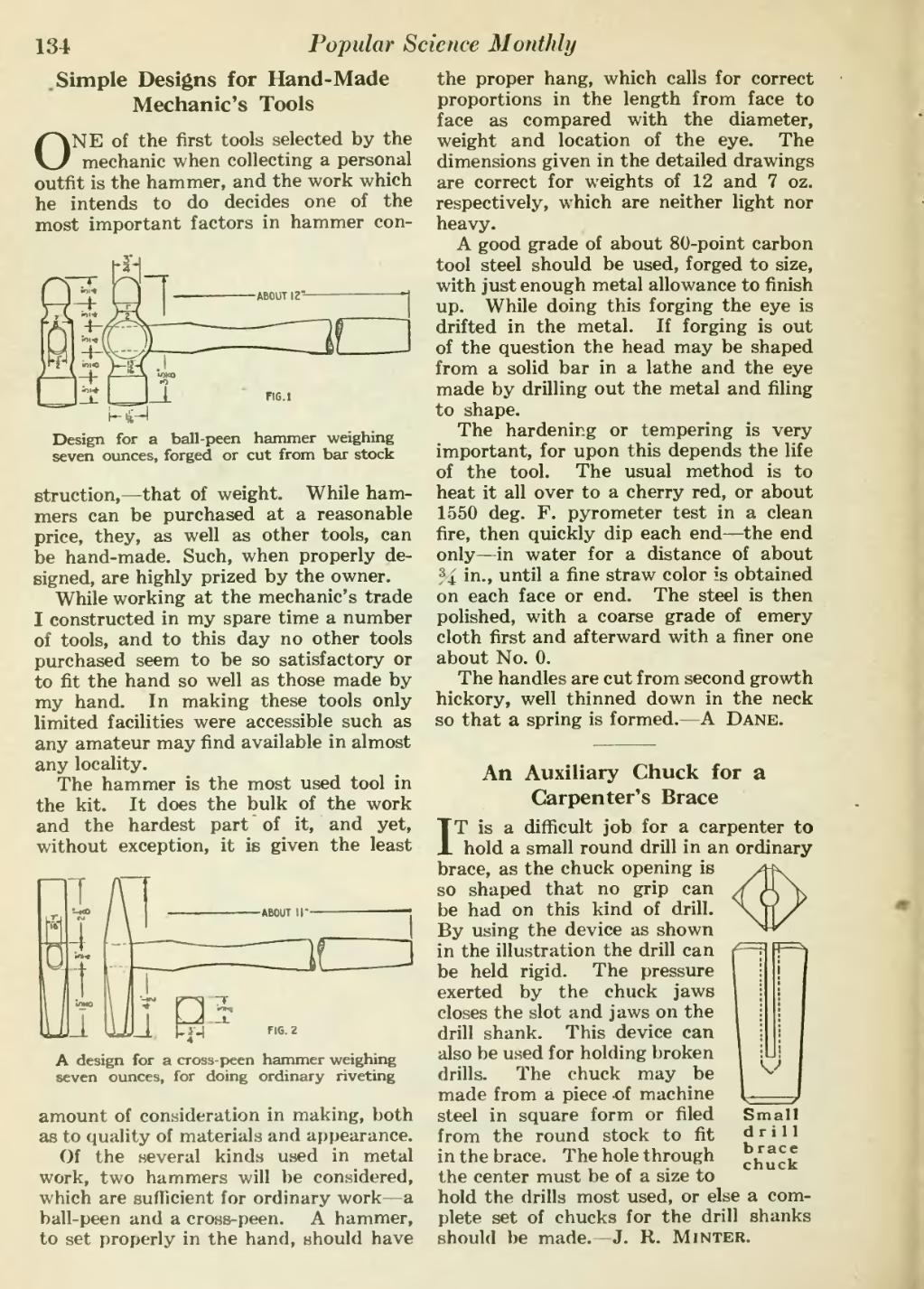
���Design for a ball-peen hammer weighing seven ounces, forged or cut from bar stock
struction, — that of weight. WhUe ham- mers can be purchased at a reasonable price, they, as well as other tools, can be hand-made. Such, when properly de- signed, are highly prized by the owner.
While working at the mechanic's trade I constructed in my spare time a number of tools, and to this day no other tools purchased seem to be so satisfactory or to fit the hand so well as those made by my hand. In making these tools only limited facilities were accessible such as any amateur may find available in almost any locality.
The hammer is the most used tool in the kit. It does the bulk of the work and the hardest part of it, and yet, without exception, it is given the least
���A design for a cross-peen hammer weighing seven ounces, for doing ordinary riveting
amount of consideration in making, both as to quality of materials and appearance. Of the several kinds used in metal work, two hammers will be considered, which are sufficient for ordinary work — a ball-peen and a cross-peen. A hammer, to set properly in the hand, should have
��the proper hang, which calls for correct proportions in the length from face to face as compared with the diameter, weight and location of the eye. The dimensions given in the detailed drawings are correct for weights of 12 and 7 oz. respectively, which are neither light nor heavy.
A good grade of about 80-point carbon tool steel should be used, forged to size, with just enough metal allowance to finish up. While doing this forging the eye is drifted in the metal. If forging is out of the question the head may be shaped from a solid bar in a lathe and the eye made by drilling out the metal and filing to shape.
The hardening or tempering is very important, for upon this depends the life of the tool. The usual method is to heat it all over to a cherry red, or about 1550 deg. F. pyrometer test in a clean fire, then quickly dip each end — the end only — in water for a distance of about ?4 in., until a fine straw color is obtained on each face or end. The steel is then polished, with a coarse grade of emery cloth first and afterward with a finer one about No. 0.
The handles are cut from second growth hickory, well thinned down in the neck so that a spring is formed. — A Dane.
��An Auxiliary Chuck for a Carpenter's Brace
IT is a difficult job for a carpenter to hold a small round drill in an ordinary brace, as the chuck opening is so shaped that no grip can be had on this kind of drill. By using the device as shown in the illustration the drill can be held rigid. The pressure exerted by the chuck jaws closes the slot and jaws on the drill shank. This device can also be used for holding broken drills. The chuck may be made from a piece of machine steel in square form or filed from the round stock to fit in the brace. The hole through the center must be of a size to hold the drills most used, or else a com- plete set of chucks for the drill shanks should be made. J. R. Minter.
���Small drill brace chuck
�� �